
इंडक्शन फोर्जिंग स्टील स्ट्रिप
Description
इंडक्शन फोर्जिंग सिस्टम के साथ इंडक्शन फोर्जिंग स्टील स्ट्रिप
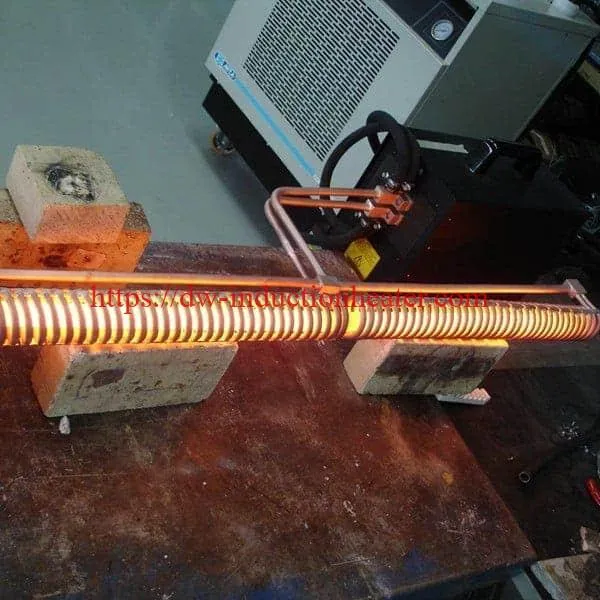
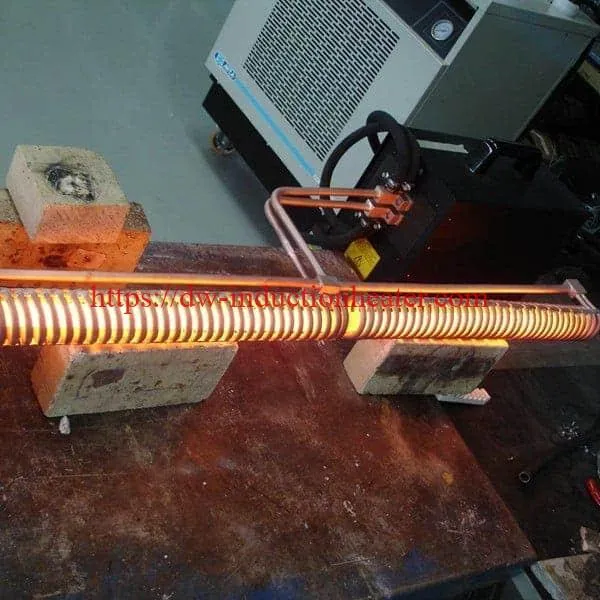
उद्देश्य घोड़े के जूते के उत्पादन के लिए एक फोर्जिंग प्रक्रिया से पहले 1025 स्टील की एक पट्टी को 1800 stripF तक गर्म करना। वर्तमान में, रिक्त स्थान काट दिया जाता है और गैस निकाल ओवन में गरम किया जाता है और फिर प्रेस में जाली लगाई जाती है। एक इंडक्शन कॉइल के साथ स्टील को इंडक्शन कॉइल के माध्यम से और फोर्जिंग प्रेस में एक रोल से लगातार खिलाया जाएगा। बढ़ी हुई उत्पादन दर को पूरा करने के लिए, 13 meet स्टील अनुभाग का हीटिंग 10 सेकंड के भीतर होना चाहिए।
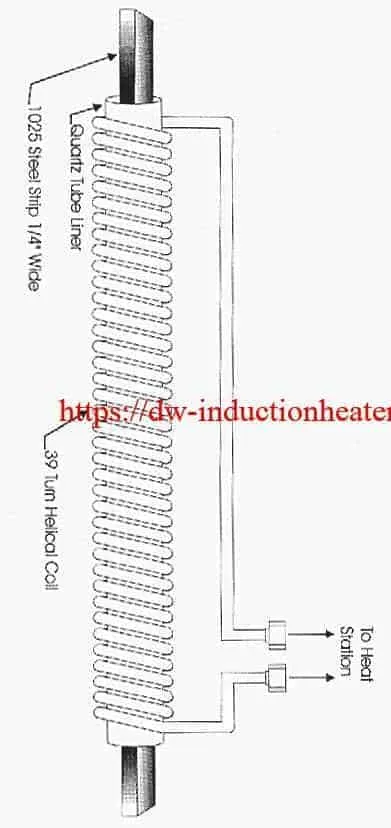
सामग्री 1025 स्टील पट्टी लगभग 3/4 1 चौड़ी और 4/XNUMX approximately मोटी।
तापमान 1800 ºF
फ्रीक्वेंसी 50kHz
उपकरण DW-HF-60kW आउटपुट सॉलिड स्टेट इंडक्शन पावर सप्लाई जिसमें 0.5 μF की कुल कैपेसिटी वाला हीट स्टेशन भी शामिल है।
प्रक्रिया Ameritherm 40 kW आउटपुट सॉलिड स्टेट इंडक्शन पावर सप्लाई को कुशलतापूर्वक निम्नलिखित परिणाम प्राप्त करने के लिए मिला: परिणाम • 1800 inF 10 सेकंड में पहुंच गया था।
• प्रत्येक 1-5 सेकंड में 10 भाग की उत्पादन दर पूरी की गई।
• उपरोक्त परिणाम 39 1 and आईडी और 1 2/11। OAL मापने वाले 1 टर्न हेलिकल स्टाइल कॉइल के उपयोग के माध्यम से प्राप्त किए गए थे।