
इंडक्शन प्रीहीट वेल्डिंग स्टील रॉड्स
Description
प्रेरण पहले से गरम वेल्डिंग स्टील की छड़ अनुप्रयोगों
उद्देश्य एक प्रमुख उपकरण निर्माता के लिए एक वेल्डिंग आवेदन के लिए 500 ºF (260 forC) स्टील की छड़ को पहले से गरम करने के लिए
सामग्री: ग्राहक ने स्टील पिन की आपूर्ति की (अलग-अलग, औसतन 2 ”/ 51 मिमी)
तापमान: 500 NF (260 ºC)
आवृत्ति: 100 kHz
उपकरण: DW-HF-45kW 50-150 kHz इंडक्शन हीटिंग सिस्टम एक रिमोट हीट स्टेशन से लैस है जिसमें आठ 1.0 μF कैपेसिटर हैं
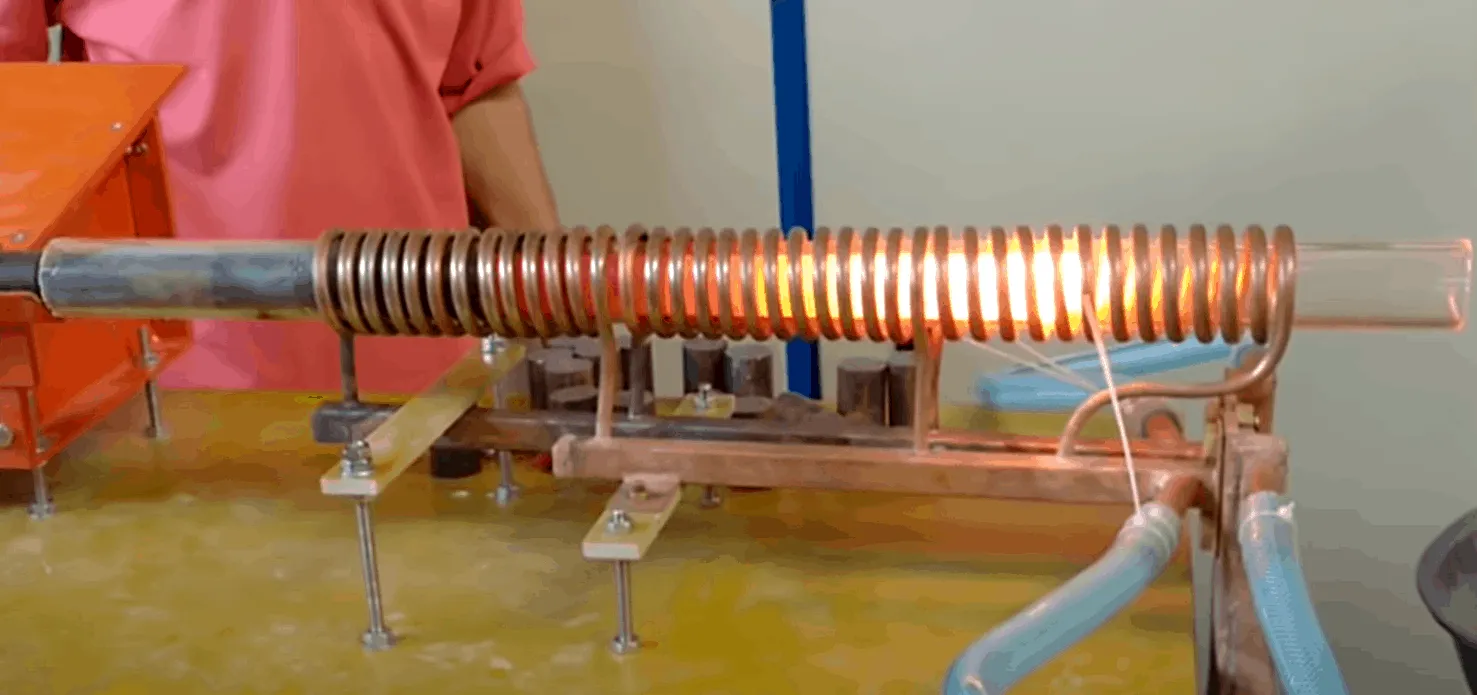
- एक एकाधिक स्थिति दो-बारी प्रेरण हीटिंग का तार इस एप्लिकेशन के लिए विशेष रूप से डिजाइन और विकसित
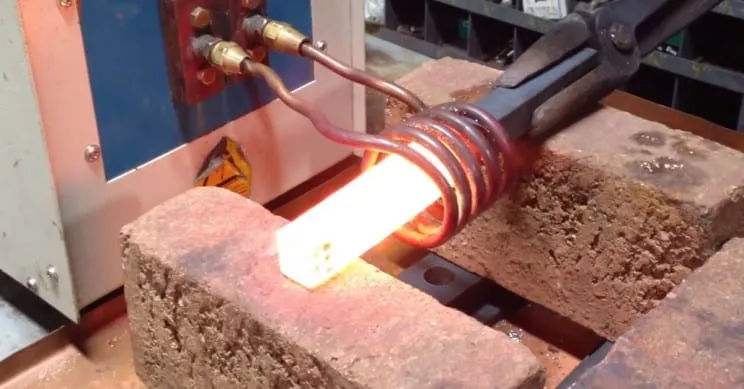
प्रेरण पूर्वतापन प्रक्रिया: स्टील की छड़ को कुंडल में लोड किया गया था, और गर्मी चालू हो गई थी। यह हिस्सा एक मिनट के भीतर 600 (F (316 reachedC) तक पहुंच गया। बिजली बंद कर दी गई और यह सुनिश्चित करने के लिए रॉड पर 30 सेकंड तक निगरानी की गई कि बाहर की परत 500 (F (260 andC) से नीचे न जाए।

एप्लिकेशन लैब के अनुभवों और परीक्षण के आधार पर, अब हीटिंग समय, कम शक्ति की आवश्यकता होती है।
इसके अतिरिक्त, लंबे समय तक हीटिंग का समय, बाहर का तापमान 500 heatingF से ऊपर रहता है।
इसके आलोक में, बिजली की आपूर्ति की बात करते समय अतिरिक्त संभावनाएँ होती हैं, 15kW इंडक्शन हीटर से जिसमें दो-पोजिशन का तार होता है जिसमें दो मिनट का हीटिंग टाइम होता है, 45kW तक प्रेरण हीटिंग सिस्टम चार-स्थिति कॉइल और एक मिनट के हीटिंग समय के साथ।
परिणाम / लाभ
सटीक हीटिंग: ग्राहक लौ से स्विचिंग को देख रहा है, क्योंकि इंडक्शन अधिक सटीक, दोहराए जाने वाले हीटिंग की पेशकश कर सकता है
- प्रवेश: टार्च की तुलना में इंडक्शन एक बेहतर काम करता है जो पिन को भेदता है, जो महत्वपूर्ण है
वेल्डिंग के लिए preheating
- गति: प्रेरण तेजी से हीटिंग को सक्षम करता है जो मशाल हीटिंग की तुलना में उत्पादन को बढ़ावा दे सकता है
- भाग की गुणवत्ता: एक मशाल भाग को भंगुर बना सकती है, जो प्रेरण को लाभप्रद बनाती है
- काम का महौल: प्रेरण प्रीहीट वेल्डिंग एक सुरक्षित हीटिंग विधि है जो एक लौ की तुलना में कार्यस्थल में कम गर्मी का परिचय देती है




