इंडक्शन प्रीहीट वेल्डिंग वेल्डिंग ऑटोमोटिव ट्रांसक्सल
Description
इंडक्शन प्रीहीट वेल्डिंग वेल्डिंग ऑटोमोटिव ट्रांसक्सल
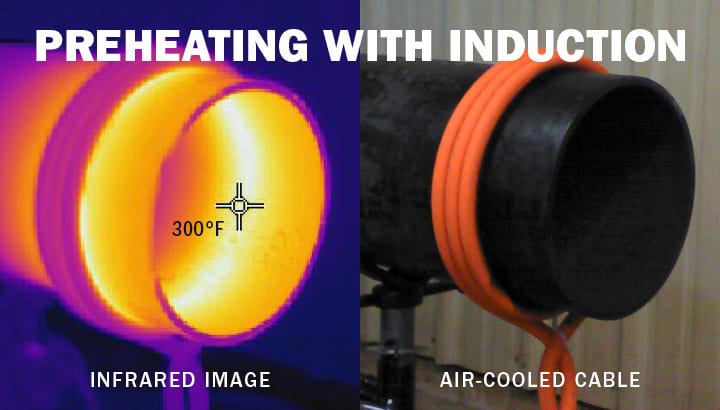
उद्देश्य: तीन वेल्ड लाइनों के साथ 3.6 (F (91 welC) व्यास स्टील एक्सल के बाहर एक 662 ”(350 मिमी) को गर्म करने के लिए प्रत्येक वेल्ड लाइन के साथ पांच सेकंड के भीतर तापमान तक गर्म किया जाता है
![]() सामग्री: ग्राहक ने 3.6 ”(91 मिमी) आयुध डिपो स्टील एक्सल की आपूर्ति की
सामग्री: ग्राहक ने 3.6 ”(91 मिमी) आयुध डिपो स्टील एक्सल की आपूर्ति की
तापमान: 662 NF (350 ºC)
आवृत्ति: 121 kHz
उपकरण: DW-HF-45kW 50-150 kHz प्रेरण हीटिंग सिस्टम समानांतर श्रृंखला में आठ 1.0 μF कैपेसिटर युक्त एक रिमोट हीट स्टेशन से लैस
- एकल स्थिति आंतरिक बोर प्रेरण हीटिंग का तार इस आवेदन के लिए विशेष रूप से डिजाइन और विकसित।
 प्रेरण पूर्वगामी प्रक्रिया: स्टील एक्सल को पेंट का संकेत देने वाले तापमान के साथ चित्रित किया गया था और एक थर्मोकपल भाग से जुड़ा हुआ था। इंडक्शन हीटिंग कॉइल को स्टील एक्सल के अंदर रखा गया था और बिजली की आपूर्ति चालू थी। इस दृष्टिकोण ने वेल्ड लाइन को क्लाइंट द्वारा वांछित पांच सेकंड के भीतर 662 (F (350 withinC) तक गर्म किया। बिजली की आपूर्ति वांछित हीटिंग समय के बाद बंद करने के लिए प्रोग्राम किए जाने में सक्षम है - इस मामले में पांच सेकंड। फिर, कॉइल को दूसरी वेल्ड लाइन और तीसरी वेल्ड लाइन में स्थानांतरित किया जा सकता है।
प्रेरण पूर्वगामी प्रक्रिया: स्टील एक्सल को पेंट का संकेत देने वाले तापमान के साथ चित्रित किया गया था और एक थर्मोकपल भाग से जुड़ा हुआ था। इंडक्शन हीटिंग कॉइल को स्टील एक्सल के अंदर रखा गया था और बिजली की आपूर्ति चालू थी। इस दृष्टिकोण ने वेल्ड लाइन को क्लाइंट द्वारा वांछित पांच सेकंड के भीतर 662 (F (350 withinC) तक गर्म किया। बिजली की आपूर्ति वांछित हीटिंग समय के बाद बंद करने के लिए प्रोग्राम किए जाने में सक्षम है - इस मामले में पांच सेकंड। फिर, कॉइल को दूसरी वेल्ड लाइन और तीसरी वेल्ड लाइन में स्थानांतरित किया जा सकता है।
परिणाम / लाभ प्रक्रिया: कुंडल कुल्हाड़ी के अंदर होने के कारण, यह रास्ते में नहीं मिलता है, और फिर इसे आसानी से अगली वेल्ड लाइन में ले जाया जा सकता है
- गति: प्रेरण और प्रस्तावित प्रक्रिया वेल्ड लाइनों को लक्षित के भीतर तापमान तक गर्म करने में सक्षम बनाती है
पहर
- नि: शुल्क प्रयोगशाला परीक्षण: यह ग्राहक के लिए एक नई परियोजना है, और HLQ लैब सेवा अनुरोध परीक्षण ने ग्राहक को सक्षम किया है
उनके आवेदन का परीक्षण और एक अभिनव दृष्टिकोण डिजाइन किया गया था




